

1. Kas ir gofrēšana?
Gofrēšana ir spiediena pielietošanas process uz vada un spailes kontakta virsmas, lai to izveidotu un panāktu ciešu savienojumu.
2. Prasības gofrēšanai
Nodrošina neatdalāmu, ilgtermiņa un uzticamu elektrisko un mehānisko savienojumu starp gofrētajiem spailēm un vadītājiem.
Gofrēšanai jābūt viegli izgatavojamai un apstrādājamai.
3. Gofrēšanas priekšrocības:
1. Aprēķinot var noteikt gofrēšanas struktūru, kas piemērota konkrētam stieples diametra diapazonam un materiāla biezumam.
2. To var izmantot dažādu stieples diametru gofrēšanai, tikai pielāgojot gofrēšanas augstumu
3. Zemas izmaksas, kas panāktas, pateicoties nepārtrauktai štancēšanas ražošanai
4. Gofrēšanas automatizācija
5. Stabila veiktspēja skarbos apstākļos
4. Trīs gofrēšanas elementi
Vads:
1. Izvēlētais stieples diametrs atbilst gofrētā spailes piemērojamības prasībām
2. Noņemšana atbilst prasībām (garums ir piemērots, pārklājums nav bojāts, gals nav saplaisājis un divdaļīgs).

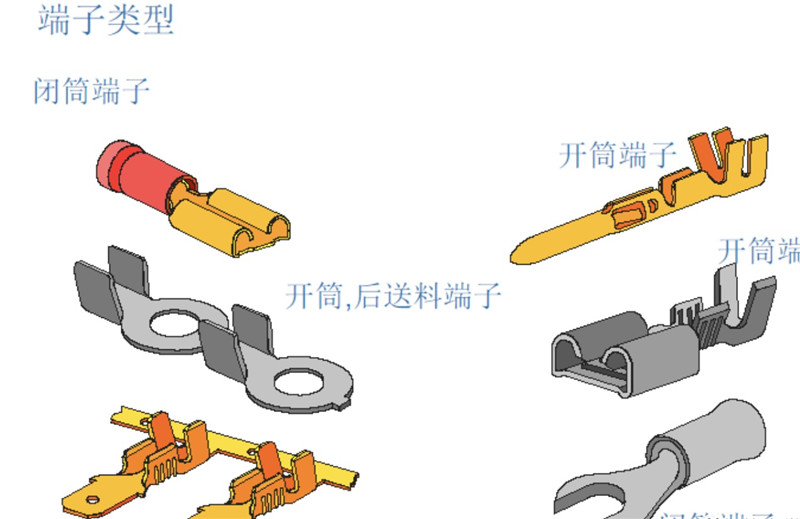
2. Terminālis
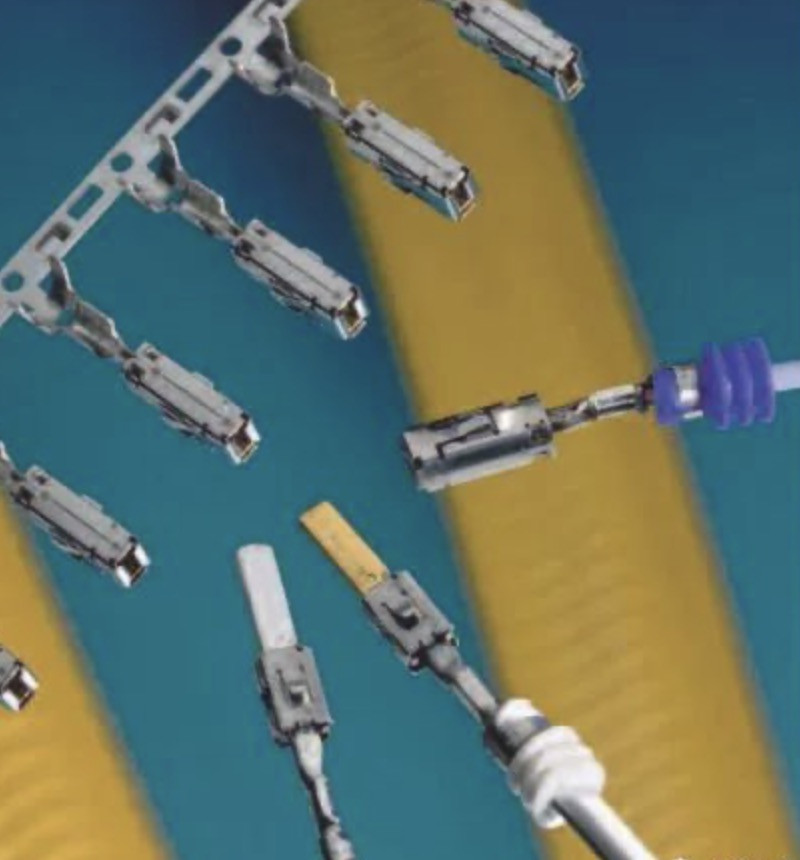

Gofrēšanas sagatavošana: termināļa izvēle
Gofrēšanas sagatavošana: izolācijas noņemšanas prasības
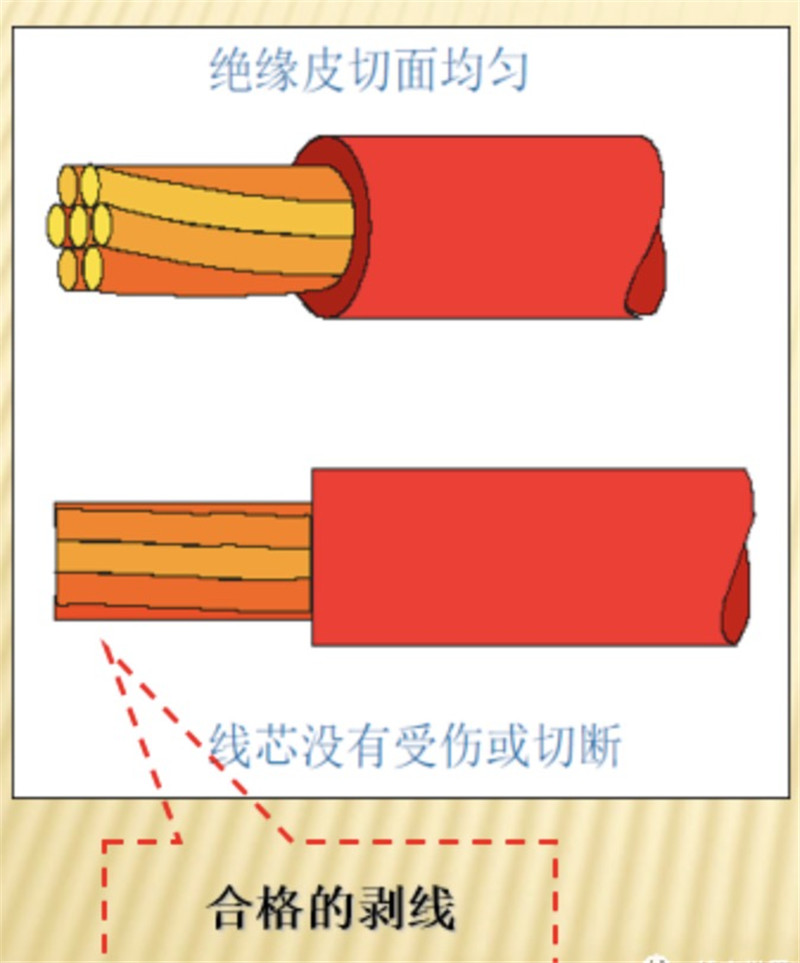
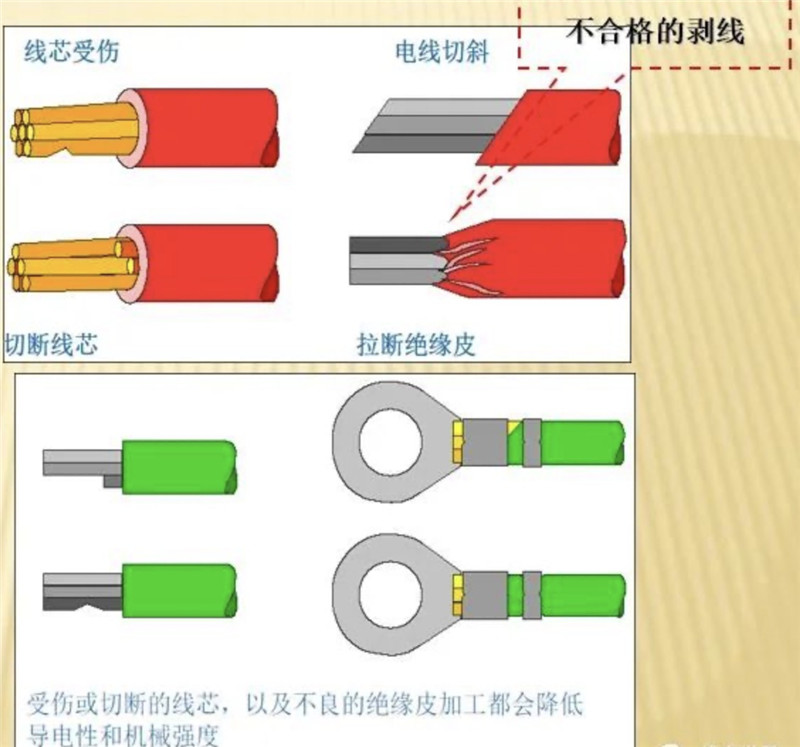
Vadu noņemšanai jāpievērš uzmanība šādām vispārīgajām prasībām
1. Vadītājus (0,5 mm2 un mazākus, un dzīslu skaits ir mazāks vai vienāds ar 7 dzīslām) nedrīkst bojāt vai pārgriezt;
2. Vadītāji (no 0,5 mm² līdz 6,0 mm², un dzīslu skaits ir lielāks par 7 dzīslu vadiem), dzīslu vadi ir bojāti vai pārgriezto vadu skaits nepārsniedz 6,25%;
3. Vadiem (virs 6 mm2) ir bojāts dzīsla vai pārgriezto vadu skaits nepārsniedz 10%;
4. Nenoņemamās zonas izolāciju nedrīkst bojāt.
5. Noņemtajā zonā nav atļauts atstāt izolāciju.
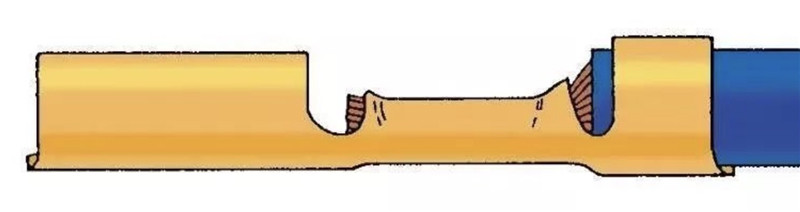
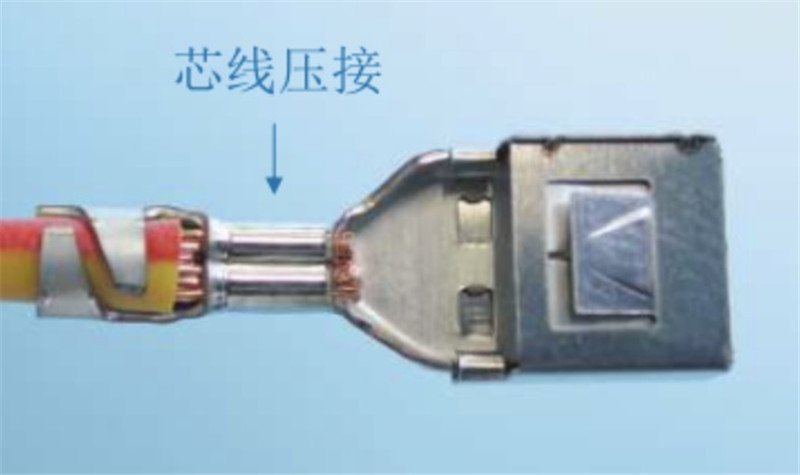
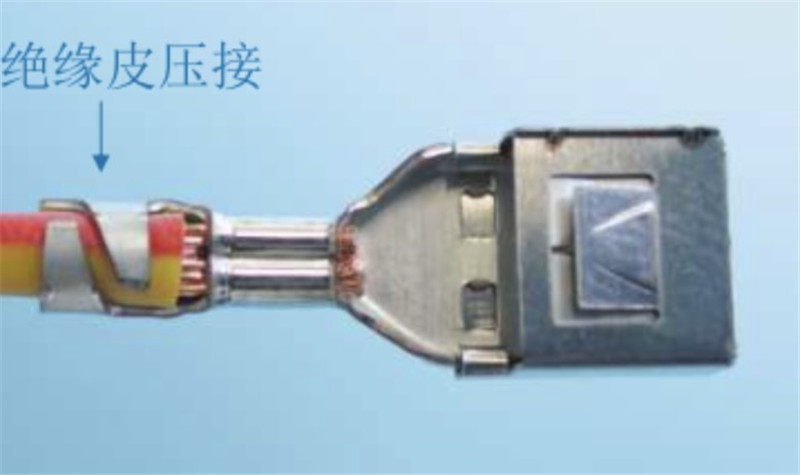
5. Serdes stieples gofrēšana un izolācijas gofrēšana
1. Pastāv noteiktas atšķirības starp serdes stieples gofrēšanu un izolācijas gofrēšanu:
2. Vada gofrēšana nodrošina labu savienojumu starp spaili un vadu
3. Izolācijas gofrēšana ir paredzēta, lai samazinātu vibrācijas un kustības ietekmi uz serdes stieples gofrēšanu
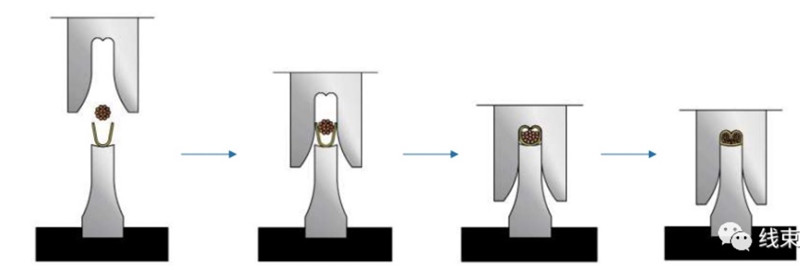
6. Gofrēšanas process
1. Tiek atvērts gofrēšanas instruments, spaile tiek novietota uz apakšējā naža un vads tiek ievadīts vietā ar rokām vai mehānisku aprīkojumu.
2. Augšējais nazis virzās uz leju, lai iespiestu stiepli mucā
3. Iepakojuma caurule ir saliekta ar augšējo nazi, saspiesta un veidota
4. Iestatītais gofrēšanas augstums garantē gofrēšanas kvalitāti
Publicēšanas laiks: 2023. gada 4. jūlijs